ENERGY
ENERGY TORQUE MEASUREMENT APPLICATIONS
ENERGY OVERVIEW
See how customers around the world are using TorqueTrak systems from Binsfeld Engineering to troubleshoot and optimize their machinery, control processes, increase efficiency, prevent damage and solve challenging problems — in short, saving time and money by making smart data-based decisions in the Energy Market.

ENERGY CASE STUDIES
Torsional Vibration Measurements on Reciprocating Compressor
THE CLIENTStructural Dynalysis was founded in 2002 and specializes in structural dynamics, vibration testing & analysis, signal processing and driveline dynamics. In addition to the testing services provided, Structural Dynalysis provides thorough torsional...

Torsional Vibration Analysis on Oil Refinery Coupling
THE CLIENTEngineering Dynamics Incorporated (EDI) is an independent engineering firm offering consulting services to a large range of industries. The corporation was established in 1982 by a core group of six engineers, and today has offices in both San Antonio and...

Troubleshooting Methane Booster Elastomeric Coupling Failures
Ariel Corporation was working on an issue with Rotor Bearing Technology & Software, Inc. (RBTS) for a company in Australia. Since its start up, the customer had experienced multiple elastomeric element failures in the drive coupling on their large coal bed methane...

Determining Stresses on Life-Limited Components
A TorqueTrak 10K user in a Gulf Coast refinery was having issues with their compressor train. The compressor train uses a synchronous motor drive in a hard start application. In that application, torque pulses occur from 120 Hz to 0 Hz during the transient start-up....

Wind Turbine Design Validation
Torque is an important variable to the designers and manufacturers of wind turbine technology. Torque data is especially critical in the evaluation of wind turbine components such as bearings, gears, and braking systems. By providing the true mechanical work being...

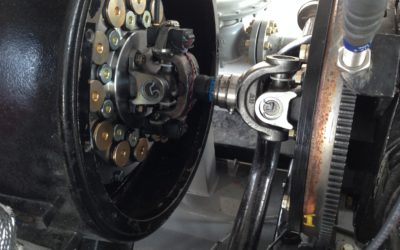
Troubleshooting Coupling Failures at Crude Oil Pumping Station
At a crude oil pumping station (consisting of 10 units with 4500 HP/ unit), a problem arose where the elastomeric couplings melted during regular operations as seen in this photo. Suspecting torsional vibration as the cause of failure, Mr. Gilberto Rios of DYNA...

Optimizing Wind Turbine Design
Kenetech Wind Power, Palm Springs, CA - To further optimize the design of their large scale wind turbines, Kenetech design engineers wanted actual bending stress measurements on the blade shank where it attaches to the rotary hub. But how could the signals from the...

Water Turbine Performance Testing
When Russell Westbrook and Mete Sireli of Clean Current Power Systems needed to do some turbine performance testing, they chose Binsfeld's TorqueTrak products to help them look for answers. Clean Current ran their proprietary "generator in open circuit" in a tank full...