
THE CLIENT
Engineering Dynamics Incorporated (EDI) is an independent engineering firm offering consulting services to a large range of industries. The corporation was established in 1982 by a core group of six engineers, and today has offices in both San Antonio and Houston, TX. The team at EDI is a cohesive and consistent engineering staff which is crucial to maintain experience, especially in a technical specialized business. Over the past 30 years EDI has become a recognized leader in providing engineering expertise for clients in the petrochemical, refinery, paper, power generation, gas processing/transmission, and various other industries.
THE CHALLENGE

EDI was called in to troubleshoot the cause of repeated failures on couplings in an induced draft (ID) fan system at a large refinery. The fan was driven by a 350 HP VFD-controlled induction motor and was part of an atmospheric furnace that heated approximately 152,000 barrels of crude per day. The trouble began when the motor was changed out for one of similar electrical performance, but of different physical size. Inspection of the broken couplings revealed a crack propogation angle of 45 degrees at the bolt holes, indicative of the system hitting a harmonic torsional vibration mode. EDI needed to quantify and implement a solution as quick as possible to help the facility reduce downtime and increase operational efficiency.
THE SOLUTION
The TorqueTrak 10K torque telemetry system was to measure the torsional vibration on the driveline. Field Engineer Troy Feese explains, “One of the best tools for taking torsional measurements in the field has been the Binsfeld TorqueTrak 10K. It is easy to install and provides a clean torque signal”.

THE IMPACT
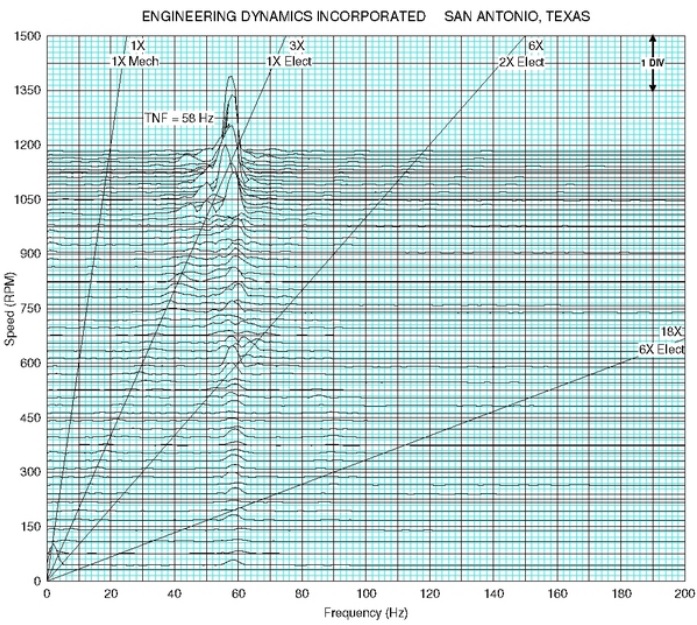
Torsional vibration data from the TorqueTrak 10K was used to confirm the presence of a torsional vibration natural frequency (TNF) in the drive system near 58 Hz, which was being excited by 1× electrical frequency of the VFD. This resulted in high dynamic torque in the coupling when operating the fan at 1000 – 1200 RPM. EDI selected an alternate coupling with standard rubber blocks in compression to detune the TNF away from the 1× electrical frequency of the VFD. The new coupling was installed and the equipment has continued working over many years . The TorqueTrak 10K helped to diagnose the problem and validate a solution quickly, resulting in reduced downtime for the refinery.
