MINING
TORQUE AND POWER MONITORING
MINING OVERVIEW
With the enormous cost of downtime in mining operations, Binsfeld understands how important it is for companies in the mining industry to keep their operation running efficiently. TorqueTrak products are used in the development, commissioning, and operation stages of a variety of mining equipment including conveyors, excavators, and mills. Our products allow clients in the mining market to measure the true mechanical torque and power on virtually any rotating shaft, helping minimize downtime and increase operational efficiency.
Diagnostics/Testing
- Root cause pulley and bearing failures
Process Monitoring & Control
- Reduce downtime by knowing when coupling, gearbox, or bearing performance is degrading
- Initiate preventative maintenance or replace worn components only when needed
Performance Validation
- Verify actual conveyor performance against theoretical models (demand power, shaft torque, dynamic behavior)
- Confirm adequate load sharing and VFD functionality
Process Improvement
- Increase conveyor capacity by knowing power losses in gears/coupling

MINING CLIENTS





KOMATSU
CAT
AC-TEK
VOLVO
KVÆRNER
KOMATSU
CAT
AC-TEK
VOLVO
KVÆRNER
MINING PRODUCTS & SERVICES
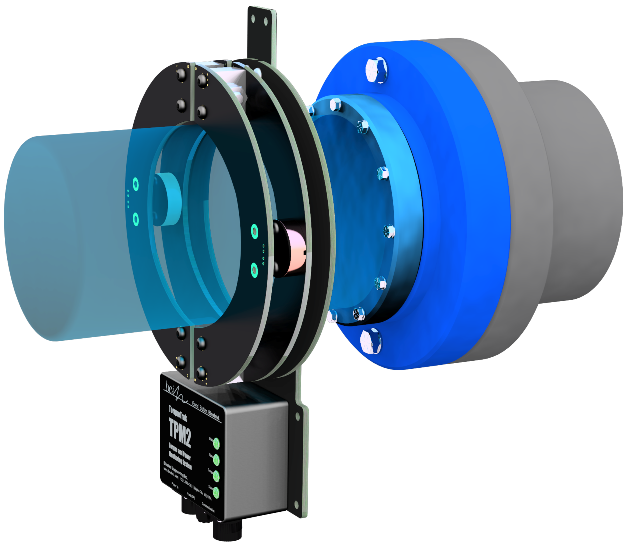
TORQUETRAK TPM2
Sealed torque and power monitoring system with digital data output.
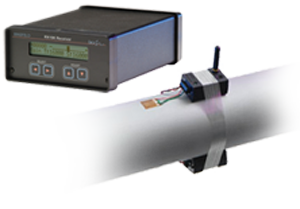
TORQUETRAK 10K
Temporary torque measurement system for rotating shafts.
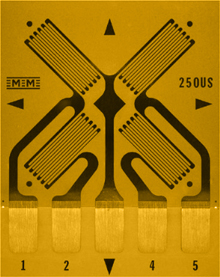
TORQUE MEASUREMENT SERVICES
When you need to know the real torque (or horsepower) on your machinery or drive system consider Binsfeld Torque Measurement Services.
MINING CASE STUDIES

Troubleshooting Overland Conveyor VFD
The following application story is taken from the “THE VALUE OF FIELD MEASUREMENTS ON OVERLAND CONVEYORS” by David J. Kruse and Ryan Lemmon of Advanced Conveyor Technologies (AC-Tek). The TorqueTrak 10K temporary torque measurement system was used to provide the...