AGRICULTURAL
AGRICULTURAL TORQUE MEASUREMENT APPLICATIONS
AGRICULTURAL OVERVIEW
See how customers around the world are using TorqueTrak systems from Binsfeld Engineering to troubleshoot and optimize their machinery, control processes, increase efficiency, prevent damage and solve challenging problems — in short, saving time and money by making smart data-based decisions in the Agricultural market.

AGRICULTURAL CASE STUDIES
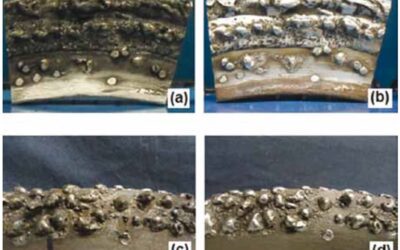
Torque Sensors Evaluate Wear on Sugar Cane Rolls
WEAR & GRIP LOSS EVALUATION OF HIGH CHROMIUM WELDING DEPOSITS APPLIED ON SUGAR CANE ROLLS ABSTRACT Wear on sugar cane rolls is an expensive maintenance problem for the sugar cane industry. Wear produces loss of sucrose extraction and loss of grip of the roll on...

Torque Measurement At Sugar Cane Processing Plant
A Brazilian gearbox manufacturer had a mystery to solve in the giant drive system of a Brazilian sugar cane processing mill. The coupling at the gearbox is a special “overload coupling” and it broke repeatedly during the routine sugar mill process. The special...

Increasing Tilling Efficiency of Tractor
Abstract Recent rises in fuel costs have started to impact the bottom line for farm managers, making them consider possible methods to achieve energy savings. Conventional subsoiling can be performed deeper than necessary to alleviate compaction layers. However,...